07/05/2019
Formowanie wtryskowe, choć najczęściej kojarzone z tworzywami sztucznymi, odgrywa coraz większą rolę w produkcji zaawansowanych komponentów ceramicznych. Technologia ta, znana jako ceramiczne formowanie wtryskowe (CIM) lub formowanie wtryskowe proszków (PIM), rewolucjonizuje sposób wytwarzania precyzyjnych części, otwierając nowe możliwości dla wielu gałęzi przemysłu. Pozwala ona na produkcję skomplikowanych geometrii z dużą powtarzalnością i dokładnością, co jest kluczowe w zastosowaniach wymagających najwyższej jakości i wydajności. W niniejszym artykule zagłębimy się w specyfikę CIM, analizując jego mechanizmy, zalety, wyzwania oraz aspekty ekonomiczne, które wpływają na jego opłacalność.
Czym jest Ceramiczne Formowanie Wtryskowe (CIM)?
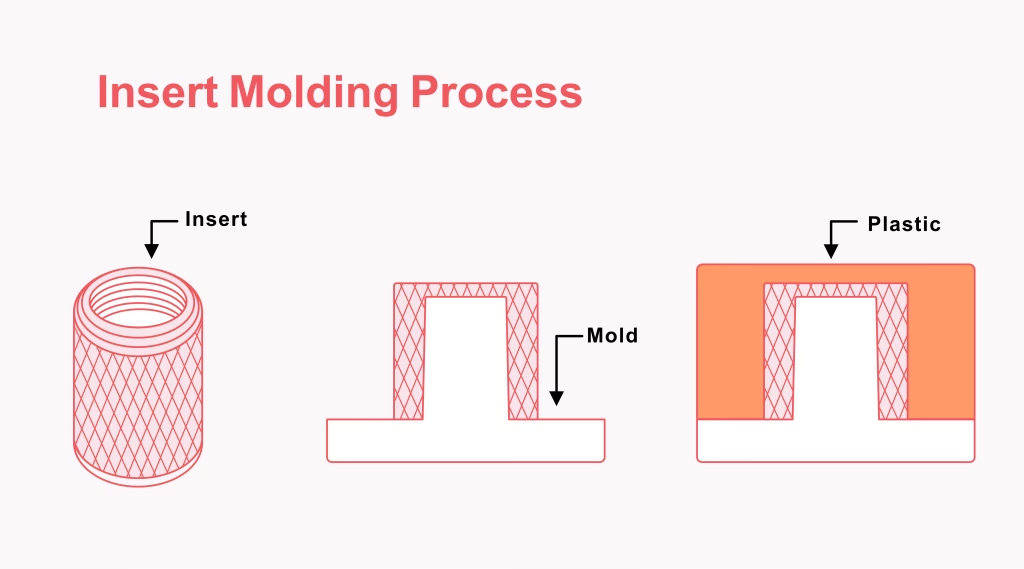
Ceramiczne formowanie wtryskowe (CIM) to zaawansowany proces technologiczny zaadaptowany z metalurgii proszków. Polega on na wtryskiwaniu sproszkowanego materiału ceramicznego, który został uprzednio uplastyczniony za pomocą spoiwa organicznego (bindera), pod wysokim ciśnieniem do zamkniętej formy. Dzięki zastosowaniu precyzyjnych form, produkowane części charakteryzują się ściśle określoną geometrią oraz wąskimi tolerancjami wymiarowymi. To sprawia, że CIM jest procesem produkcji typu „net-shape”, co oznacza, że finalny produkt wymaga minimalnej, a często żadnej dalszej obróbki. Proces ten umożliwia wytwarzanie komponentów o bardzo złożonej budowie, włączając w to elementy z gwintami, podcięciami czy innymi skomplikowanymi detalami, dzięki wykorzystaniu segmentowanych narzędzi. Podstawy CIM/PIM zostały szczegółowo opisane w podręczniku German (1997), co świadczy o ugruntowanej wiedzy w tej dziedzinie.
Zalety i Możliwości CIM
Główną zaletą ceramicznego formowania wtryskowego jest jego zdolność do tworzenia komponentów o wysokiej złożoności geometrycznej, które byłyby trudne lub niemożliwe do wykonania innymi metodami. Precyzja, z jaką można uzyskać detale, czyni CIM idealnym dla branż wymagających miniaturyzacji i skomplikowanych kształtów, takich jak medycyna, elektronika czy lotnictwo. Proces „net-shape” minimalizuje odpady materiałowe i redukuje potrzebę kosztownych procesów obróbki końcowej, co przekłada się na oszczędności w skali masowej produkcji. CIM zapewnia również doskonałą powtarzalność, co jest kluczowe dla zachowania spójnej jakości w dużych seriach produkcyjnych.
Wyzwania i Ograniczenia Technologiczne CIM
Mimo licznych zalet, ceramiczne formowanie wtryskowe wiąże się z pewnymi wyzwaniami i ograniczeniami. Jednym z kluczowych aspektów jest koszt form. Formy do CIM muszą być niezwykle precyzyjnie wykonane, charakteryzować się wysoką sztywnością i trwałością, aby wytrzymać wysokie ciśnienia wtrysku oraz abrazję ze strony pasty ceramicznej. Koszt takich form może wahać się od 10 000 do ponad 100 000 euro. Z tego powodu proces staje się ekonomiczny dopiero w masowej produkcji, gdzie koszty inwestycyjne mogą zostać rozłożone na bardzo dużą liczbę komponentów. Punkt opłacalności, w zależności od wartości dodanej części, może być osiągnięty przy 500-10 000 sztuk. Dla mniejszych serii, bardziej opłacalne może okazać się prasowanie i obróbka na zielono.
Innym wyzwaniem jest proces usuwania spoiwa (debindingu). Ze względu na to, że uplastycznienie pasty wymaga wysokiej zawartości spoiw organicznych (od 40% do 60% objętościowo), debinding staje się krytycznym etapem, szczególnie w przypadku elementów o dużej grubości ścianek.
Jakość mikrostrukturalna komponentów CIM rzadko osiąga poziom komponentów CIP (izostatyczne prasowanie na zimno) z powodu ograniczeń związanych z samym procesem. Przejściowy proces wypełniania formy może powodować tekstury przepływu, a linie zgrzewania lub nagle zmieniające się przekroje są punktami krytycznymi o zmniejszonej wytrzymałości. Dlatego projekt formy jest kluczowy dla uzyskania wysokiej jakości komponentów CIM. W przetwórstwie tworzyw sztucznych symulacje wypełniania form stały się standardowymi narzędziami, jednak w CIM, ze względu na złożone zachowanie termoreologiczne dwuskładnikowych wsadów, narzędzia symulacyjne są nadal w fazie rozwoju lub niedostępne.
Rozmiar części formowanych wtryskowo może wahać się od 1 do 100 mm, a ich waga od 100 mg do kilkuset gramów.

Wsady do CIM: Serce Procesu
Skład i właściwości wsadów do ceramicznego formowania wtryskowego są kluczowe dla sukcesu całego procesu. Wsady te muszą spełniać szereg często sprzecznych wymagań:
| Aspekt | Wymaganie | Uwagi |
|---|---|---|
| Zawartość proszku | Wysokie obciążenie stałe | Zmniejsza skurcz i deformację podczas spiekania. |
| Właściwości reologiczne | Dobra płynność, właściwości shear thinning | Umożliwia wypełnienie złożonych form przy obniżonej lepkości. |
| Jakość mieszania | Wysoka homogeniczność | Kluczowa dla jednolitości produktu, wymaga intensywnego mieszania. |
| Interakcja z formą | Dobre zwilżanie proszku, niesklejanie się z formą | Zapewnia gładkość powierzchni i łatwe wyjmowanie części. |
| Stabilność temperaturowa | Szeroki interwał temperatury mięknienia | Ułatwia proces wtrysku i obróbki. |
| Zużycie formy | Niskie zużycie | Przedłuża żywotność drogich narzędzi. |
| Ekonomia | Ekonomiczny koszt | Wpływa na ogólną opłacalność procesu. |
Ponieważ powierzchnie proszku muszą być całkowicie pokryte spoiwem, a ziarna muszą swobodnie przesuwać się podczas deformacji pasty przy niezbyt wysokich siłach ścinających, całkowita zawartość spoiwa w pastach do formowania wtryskowego jest bardzo wysoka w porównaniu do wsadów do prasowania lub odlewania. W zależności od wielkości, morfologii i rozkładu wielkości użytego proszku, objętościowe frakcje spoiwa wynoszą od 40% do 60%. Chociaż prowadzi to do niskiej gęstości zielonego wyrobu, maksymalne obciążenie stałe jest bardzo korzystne, aby zmniejszyć skurcz i deformację podczas spiekania. Z drugiej strony, zbyt wysokie obciążenie stałe prowadzi do niekorzystnych właściwości reologicznych, co wiązałoby się z wysokim ciśnieniem wtrysku, dużym zużyciem i pęknięciami ścinającymi w paście. Problem ten można złagodzić poprzez odpowiedni dobór dodatków, choć produkcja wydajnego wsadu do formowania wtryskowego jest zawsze kompromisem między obciążeniem stałym a lepkością. Morfologia proszku ma silny wpływ na wydajność wsadów CIM.
Termin „spoiwo” używany jest jako ogólne określenie dla wszystkich organicznych dodatków we wsadzie. Obejmuje on spoiwo jako takie, plastyfikatory, środki powierzchniowo czynne, a także środki antypieniące i antyadhezyjne. Powszechnie stosowane spoiwa to woski, parafiny lub polimery organiczne. Specjalne formulacje spoiw mogą zawierać rozpuszczalne składniki, takie jak glikol polietylenowy (PEG), które mogą być usuwane rozpuszczalnikami przed termicznym debindingiem. Specjalna grupa spoiw opartych na polioksymetylenie (POM) jest stosowana w celu optymalizacji wytrzymałości zielonego wyrobu, umożliwiając produkcję komponentów o grubych ściankach. Systemy oparte na POM nie ulegają rozkładowi termicznemu jak konwencjonalne, ale są monomeryzowane do formaldehydu przy użyciu katalizatorów kwasowych.
Sam proces mieszania (compounding) musi być bardzo intensywny, aby uzyskać jednorodny wsad, w którym wszystkie ziarna są równomiernie pokryte spoiwem i nie występują aglomeracje proszku. Jednorodne wsady są trudniejsze do uzyskania, im drobniejszy jest początkowy proszek, ponieważ siły międzyziarnowe wzrastają wraz z powierzchnią właściwą. W związku z tym bardzo drobnoziarniste proszki w zakresie submikronowym wymagają bardzo wysokiego wkładu energii, co nie może być osiągnięte przez standardowe mieszadła, takie jak ugniatarki sigma. Wymaga to raczej maszyn, takich jak wytłaczarki dwuślimakowe lub walce ścinające, które są zdolne do wprowadzenia wysokich sił ścinających.
Charakterystyka reologiczna wsadów musi być twardniejąca przy ścinaniu (shear thinning), tak aby przy wysokich siłach ścinających (np. w dyszy, w bramce lub w cienkich kanałach w formie) uzyskiwana była obniżona lepkość. Dobrze dopasowane właściwości reologiczne są niezbędne do całkowitego wypełnienia złożonych i wąskich wnęk. Pomiar właściwości reologicznych jest powszechnie przeprowadzany w reometrach kapilarnych, obejmując zakres temperatur od punktu mięknienia pasty do temperatury uplastycznienia/wtrysku.
Oprócz omówionych termoplastycznych wsadów, możliwe jest również przetwarzanie past termoutwardzalnych. Tutaj spoiwem jest żywica, która polimeryzuje przez wtrysk do gorącej formy. Proces ten ma pewne znaczenie w produkcji komponentów węglowych, ale jest nie stosowany do produkcji twardej ceramiki. Podobnie jest z formowaniem wtryskowym z użyciem wilgotnych materiałów glinianych, które posiadają wystarczającą samoplastyczność, aby mogły być formowane bez dodatków.
Aspekty Kosztowe Formowania Wtryskowego – Zasady Ogólne i Ich Zastosowanie w Ceramice
Zrozumienie kosztów operacyjnych jest kluczowe dla oceny opłacalności formowania wtryskowego, niezależnie od tego, czy dotyczy ono tworzyw sztucznych, czy ceramiki. Nie istnieje uniwersalna stawka godzinowa; zamiast tego, na cenę wpływa szereg zmiennych, które są unikalne dla każdej firmy i każdego projektu. Chociaż podane dane dotyczą głównie branży tworzyw sztucznych, zasady kalkulacji kosztów są analogiczne i mogą być adaptowane do ceramicznego formowania wtryskowego.
Raport MAPP (Manufacturers Association for Plastics Processors) z 2019 roku, bazujący na danych od ponad 250 firm z branży tworzyw sztucznych, wskazuje, że stawki godzinowe wtryskarek wahają się od 20,00 USD do 328,90 USD za godzinę.
| Tonaż maszyny | Średnia stawka godzinowa |
|---|---|
| Poniżej 75 ton | Około 31,00 USD/godz. |
| Większe prasy | Bliżej 200,00 USD/godz. |
Wydajność Maszyn a Stawki Godzinowe:
Najłatwiej zdefiniowanym czynnikiem wpływającym na koszty jest tonaż maszyny. Mniejsze maszyny (poniżej 75 ton) mają średnie stawki około 31,00 USD za godzinę (bez kosztów pracy i ogólnych/administracyjnych – SG&A), podczas gdy większe prasy zbliżają się do 200,00 USD za godzinę. W przypadku ceramiki, gdzie często wymagane są specjalistyczne, bardziej wytrzymałe maszyny i wyższe ciśnienia, te stawki mogą być jeszcze wyższe.
Koszty Pracy i Stawki Obciążenia:
Stawka obciążenia pracą to średnia stawka godzinowa operatora maszyny podzielona przez liczbę operatorów na maszynę. Na przykład, jeśli do obsługi maszyny potrzebnych jest dwóch operatorów ze średnią stawką 8 USD za godzinę, stawka obciążenia pracą wynosi 16,00 USD. Jeśli jednak jeden operator pracuje na dwóch maszynach ze średnią stawką 8 USD za godzinę, stawka obciążenia pracą wynosi 4,00 USD. Stawki te wahają się od 2,00 USD do 42,00 USD, a mediana wynosi 16,00 USD. Duże zróżnicowanie wynika z wymagań płacowych, wydajności maszyn i komórek produkcyjnych, wymaganego poziomu umiejętności operatorów oraz złożoności części. W przypadku CIM, gdzie precyzja i specyficzne umiejętności są kluczowe, koszty pracy mogą być na wyższym końcu tego zakresu.
Narzuty i Korekty:
Firmy stosują różne narzuty, aby pokryć koszty ogólne i administracyjne (SG&A), wskaźnik braków, montaż, komponenty, opakowanie, zautomatyzowane komórki formujące, trudne części lub materiały, dwukomponentowe i wkładkowe formowanie, a także zniżki dla części o dużej objętości i narzuty dla części o małej objętości. Mediana narzutu dla większości korekt wynosi 10%. Części o małej objętości otrzymują najwyższy średni narzut (16%), podczas gdy zniżki dla części o dużej objętości są najniższe (4%). W przypadku ceramiki, ze względu na specjalistyczny charakter i często mniejsze serie (w porównaniu do masowej produkcji plastiku), narzuty mogą być wyższe.
Wpływ Środowiska Produkcyjnego i Branży:
Środowisko, w którym części są produkowane, również wpływa na stawki maszyn i pracy. Producenci stosują średnio 15% narzut, gdy wymagana jest produkcja w środowisku czystym (cleanroom). W przypadku ceramiki, szczególnie w zastosowaniach medycznych czy elektronicznych, środowisko czyste jest często niezbędne, co zwiększa koszty.
Analiza danych według obsługiwanej branży pokazuje, że branże takie jak motoryzacja, medycyna, dobra konsumpcyjne i przemysłowe mają różne profile kosztowe. Medycyna ma tendencję do najwyższych średnich narzutów we wszystkich kategoriach (np. SG&A 20% w porównaniu do 10% średniej; narzuty na montaż prawie dwukrotnie wyższe niż w innych branżach), podczas gdy sektor dóbr konsumpcyjnych jest zazwyczaj najniższy. To podkreśla, że specyfika branży, jej wymagania regulacyjne i standardy jakościowe mają bezpośredni wpływ na finalne koszty produkcji.
Często Zadawane Pytania (FAQ)
Czy ceramiczne formowanie wtryskowe (CIM) jest opłacalne dla małych serii produkcyjnych?
CIM staje się ekonomiczne głównie w masowej produkcji, gdzie koszty drogich i precyzyjnych form mogą zostać rozłożone na dużą liczbę komponentów. Punkt opłacalności to zazwyczaj od 500 do 10 000 sztuk. Dla mniejszych serii, bardziej opłacalne mogą być inne metody, takie jak prasowanie i obróbka na zielono.
Jakie są główne wyzwania w procesie CIM?
Główne wyzwania to wysokie koszty precyzyjnych form, krytyczny proces usuwania spoiwa (debinding), zwłaszcza dla grubych ścianek, oraz potencjalne problemy z jakością mikrostrukturalną (np. tekstury przepływu, linie zgrzewania) wynikające z dynamiki wypełniania formy. Brak zaawansowanych narzędzi symulacyjnych dla wsadów ceramicznych również stanowi wyzwanie.
Dlaczego formy do CIM są tak drogie?
Formy do CIM są drogie, ponieważ muszą być niezwykle precyzyjnie wykonane, bardzo sztywne i wyjątkowo trwałe, aby wytrzymać wysokie ciśnienia wtrysku oraz ścierające działanie pasty ceramicznej. Muszą również umożliwiać tworzenie skomplikowanych geometrii z wąskimi tolerancjami.
Jak zapewnić jednorodność wsadów do CIM?
Jednorodność wsadów jest kluczowa i wymaga intensywnego procesu mieszania (compounding). Standardowe mieszadła są często niewystarczające, zwłaszcza dla drobnoziarnistych proszków. Wymagane są maszyny zdolne do wprowadzenia wysokich sił ścinających, takie jak wytłaczarki dwuślimakowe lub walce ścinające, aby zapewnić równomierne pokrycie ziaren spoiwem i eliminację aglomeracji.
Czy CIM produkuje części o wysokiej precyzji?
Tak, CIM jest procesem „net-shape”, co oznacza, że produkuje części o ściśle określonej geometrii i wąskich tolerancjach wymiarowych, często nie wymagających dalszej obróbki. Pozwala na tworzenie bardzo złożonych geometrii, w tym gwintów i podcięć, co jest kluczowe dla precyzyjnych zastosowań.
Podsumowanie
Ceramiczne formowanie wtryskowe to zaawansowana i obiecująca technologia, która umożliwia produkcję skomplikowanych i precyzyjnych komponentów ceramicznych w dużych seriach. Mimo wysokich kosztów początkowych form i specyficznych wymagań dotyczących wsadów oraz procesu debindingu, CIM oferuje niezrównaną swobodę geometryczną i powtarzalność. Zrozumienie czynników wpływających na koszty, takich jak tonaż maszyn, koszty pracy, narzuty branżowe i środowisko produkcyjne, jest kluczowe dla oceny opłacalności i utrzymania konkurencyjności. Regularna analiza tych aspektów pozwala firmom optymalizować swoje procesy i efektywnie wykorzystywać potencjał formowania wtryskowego ceramiki.
Zainteresował Cię artykuł Formowanie Wtryskowe Ceramiki: Precyzja i Wyzwania? Zajrzyj też do kategorii Ceramika, znajdziesz tam więcej podobnych treści!